Exercice N°1 : Atelier de perçage
Dans un atelier de de mécanique situé au niveau à l’ISTA HS, il existe un poste de perçage automatisé qui nous permet le perçage et le serrage des pièces mécaniques.
Description du cycle de fonctionnement :
Le système est constitué d’un moteur électrique noté M qui effectue des rotations dans les deux sens (marche avant et marche arrière), d’un vérin V2 qui réalise la montée et la descente du moteur, et d’un vérin V1 qui permet le serrage et le desserrage de la pièce notée P.
Le capteurs C1 et C2 indiquent respectivement la montée et la descente du vérin V2
Les capteurs C3 et C4 indiquent respectivement le retour et l’avancement du vérin V1
Le capteur C5 indique que la pièce P est en position pour être perçue, alors que le capteur C6 indique que la pièce est évacuée.
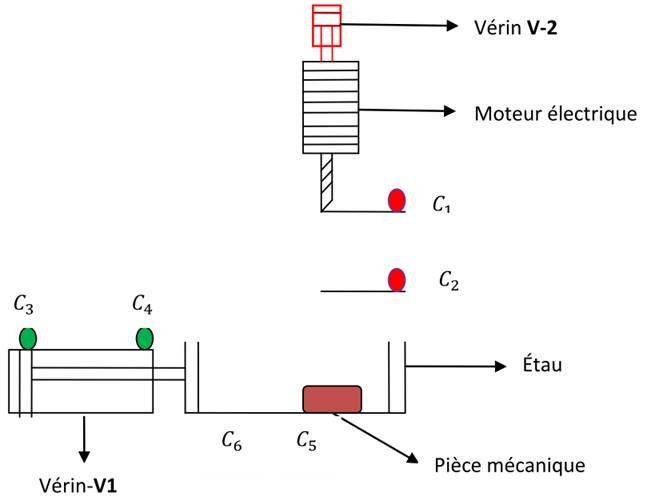
A l’état initial le vérin V2 est en position « montée » et le vérin V1 en position « retournée »
Après l’appui sur le départ cycle « DCY » et la présence de la pièce P à percer, le vérin V1 avance pour serrer la pièce P, une fois la pièce est serrée, le vérin V2 descend pour réaliser le perçage (l’indication que la pièce est percée n’est pas traitée dans cet exercice).
Le vérin V2 revient à sa position initiale en premier, et après le vérin V1 revient à son tour à sa position initiale, et la pièce est éjectée (évacuée)
Le moteur est supposé effectuer des rotations avant et arrière en parallèle respectivement avec la montée et la descente du vérin V2.
Questions :
- Réaliser le GRAFCET de niveau-01 ou GRAFCET de point de vue partie système
- Réaliser le GRAFCET de niveau-02 ou GRAFCET de point de vue partie opérative
- Réaliser le GRAFCET de niveau-03 ou GRAFCET de point de vue partie commande
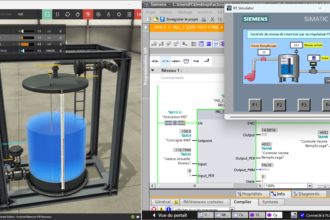
Exercice N°2 : Machine de perçage
On souhaite automatiser une machine de perçage de pièces.
L’opérateur appuie sur la commande manuelle « Dcy » et le cycle démarre si une pièce est présente.
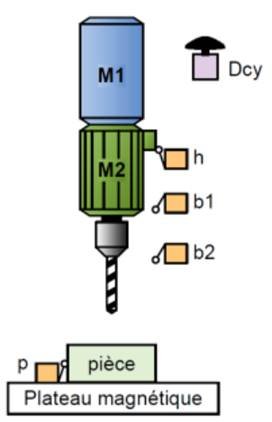
Le moteur M1 tourne à deux vitesses (Grande vitesse jusqu’au capteur b1 ensuite le perçage s’effectue en petite vitesse jusqu’au capteur b2).
Une fois arrivé en b2 le M1 commence à fonctionner entrainant la remontée de l’unité de perçage.
Le moteur M2 commence à tourner après le lancement du départ Dcy.
Description :
- un plateau magnétique pour fixer la pièce.
- un capteur fin de course haut « h ».
- un capteur fin de course intermédiaire « b1 ».
- un capteur fin de course bas « b2 ».
- un capteur présence de pièce « p ».
- un bouton poussoir pour le départ du cycle « Dcy ».
- la descente et la remontée de l’unité de perçage sont assurées par une vis sans fin, entraînée par le moteur « M1 ».
- la rotation du foret est assurée par le moteur « M2 ».
- les contacteurs de commande de « M1 » sont « KMDGV » pour la descente en grande vitesse, « KMDPV » pour la descente en petite vitesse et « KM11 » pour la remontée.
- le contacteur de commande de « M2 » est « KM2 ».
- Réaliser le GRAFCET de niveau-01 ou GRAFCET de point de vue partie système
- Réaliser le GRAFCET de niveau-02 ou GRAFCET de point de vue partie opérative
- Réaliser le GRAFCET de niveau-03 ou GRAFCET de point de vue partie commande
Exercice N°3 : Tri de caisses
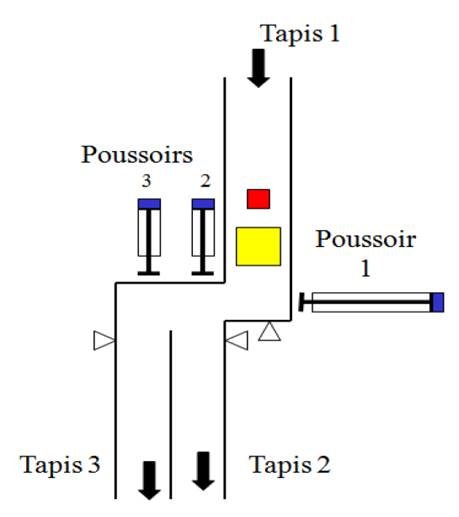
Un dispositif automatique destiné à trier des caisses de deux tailles différentes se compose d’un tapis amenant les caisses, de trois poussoirs et de deux tapis d’évacuation suivant le schéma ci-dessous :
Cycle de fonctionnement :
Le poussoir 1 pousse les petites caisses devant le poussoir 2 qui, à son tour, les transfère sur le tapis d’évacuation 2, alors que les grandes caisses sont poussées devant le poussoir 3, ce dernier les évacuant sur le tapis 3.
Pour effectuer la sélection des caisses, un dispositif de détection placé devant le poussoir 1 permet de reconnaitre sans ambiguïté le type de caisse qui se présente.
Deux capteurs sont placés devant les poussoirs 2 et 3 indiquant l’arrivée des caisses.
Deux capteurs sont placés sur les tapis 2 et 3 indiquant la présence des pièces pour évacuation
NB :
- le tri se fait selon la taille de la caisse (petite ou grande caisse)
- il faut s’assurer que le poussoir est position arrière durant les opérations des poussoirs 2 et 3 et à la fin du cycle de fonctionnement.
Questions :
- Réaliser le GRAFCET de niveau-01
- Réaliser le GRAFCET de niveau-02
Exercice N°4 : Bain de dégraissage
Cahier des charges :
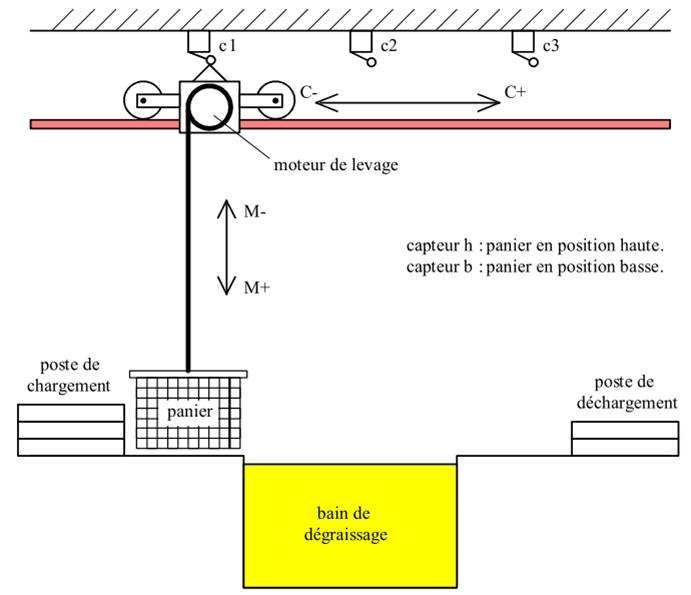
Un chariot se déplace sur un rail et permet, en se positionnant au-dessus d’une cuve, de nettoyer des pièces contenues dans un panier en les trempant dans un bac de dégraissage.
- Cycle détaillé :
Quand le chariot est en haut à gauche et que l’on appuie sur le bouton de départ du cycle (DCY), le chariot va au-dessus du bac de dégraissage.
Le panier descend alors dans ce bac où on le laisse 30 secondes.
Après cette attente, le panier remonte.
Après cela, le chariot va jusqu’à l’extrême droite où il sera déchargé (le chariot reste dans cette position tant que le déchargement n’est pas terminé).
Quand le déchargement est terminé, le système revient dans sa position de départ, et le cycle se recommence.
Remarque :
Le chargement et le déchargement du panier s’effectuent manuellement. Le contrôle du fait que le panier est déchargé est validé par un bouton poussoir d.
- Réaliser le grafcet niveau 1
- Réaliser le grafcet niveau 2
- Tracer la table de correspondance E/S et réaliser le grafcet niveau 3
Exercice N°5 : Tri de pièces
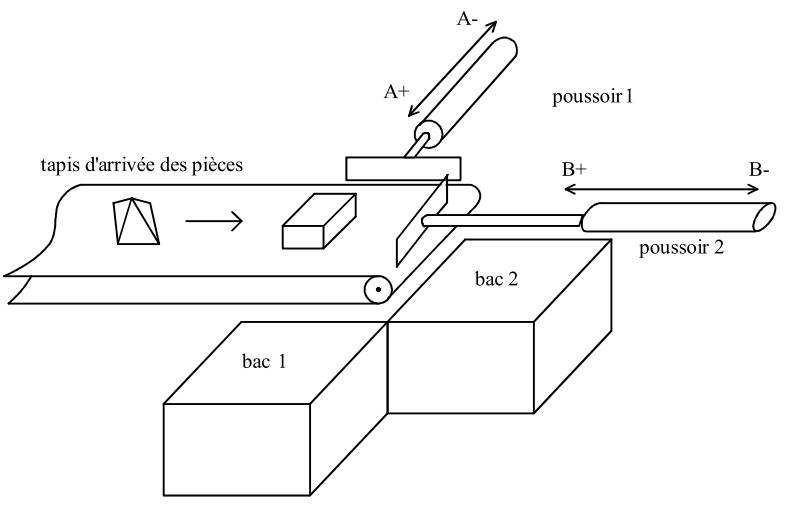
Cycle de fonctionnement :
A l’état initial les poussoirs 1 et 2 sont en position rentrée
Le tapis apporte une pièce après un appui sur le bouton m
Quand la pièce est contre le poussoir 2, on a 2 possibilités :
- Si la pièce est pyramidale, le poussoir 1 la pousse dans le bac 1
- Si la pièce est prismatique, le poussoir 2 se recule et le tapis fait tomber la pièce dans le bac 2
Remarque : On ne tiendra pas compte du fonctionnement du tapis pour les GRAFCET point de vue PO et PC.
Les capteurs utilisés sont les suivants :
– poussoir 1 et 2 rentrés : a0 et b0
– poussoir 1 et 2 sortis : a1 et b1
– pièce pyramidale contre le poussoir 2 : t
– pièce prismatique contre le poussoir 2 : p
– pièce tombée dans le bac 2 : b2
Questions :
- Etablir le grafcet niveau 2
- Etablir le grafcet niveau 3
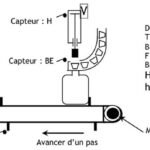
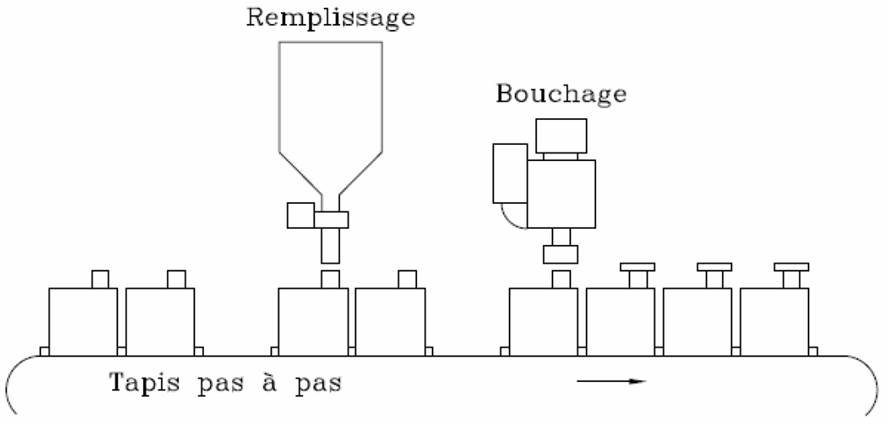
Exercice N°6 : Chaine de remplissage et bouchage de bidons
Un tapis avance pas à pas et transporte des bidons vides qui seront remplis et ensuite bouchés à des postes de travail différents (voir figure ci-dessous).
L’approvisionnement en bidons n’est pas régulier et certains bidons peuvent manquer de temps à autre.
La distance entre les bidons présents est fixée par des taquets situés sur le tapis et distants d’un pas.
Un dispositif permet à chacun des deux postes décrits, de détecter la présence ou l’absence d’un bidon.
Capteurs :
- Ci : Conditions initiales
- Oa : Ordre d’avance du tapis
- bp : bidon présente
- ba : bidon absent
- fa : fin d’avance du tapis
- fr : fin de remplissage
- fb : fin de bouchage
Actionneurs :
- AP : Avance d’un pas
- B : Bouchage
- R : Remplissage
Question : Etablir le Grafcet (niveau 1 et 2) de cet automatisme.
Exercice N°7 : Chaine de remplissage, bouchage, et enfoncement de bidons
Soit une chaîne de remplissage de bidons d’huile. Un tapis roulant se déplaçant par saccades (cadencé par un système supposé externe à notre Grafcet, s’arrêtant à chaque nouvel appui sur le capteur av) est alimenté manuellement (de temps en temps il manque des bidons). Trois postes sont prévus : Remplissage (R), Bouchage (B) et Enfoncement (E).
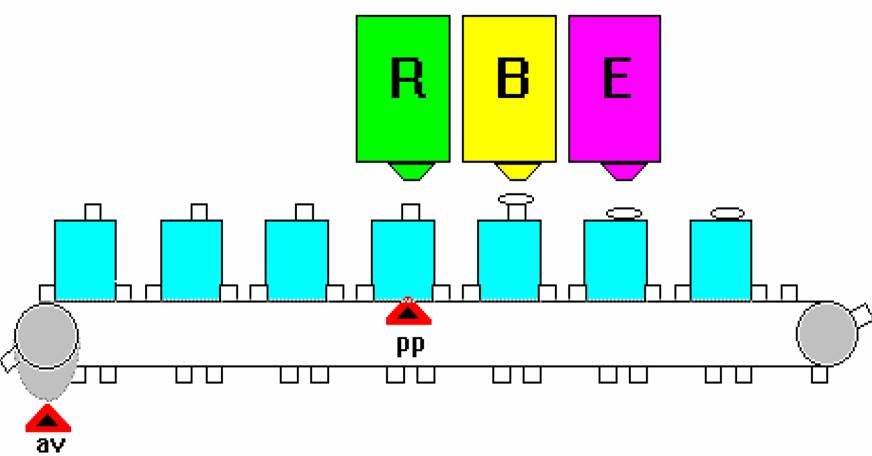
Un seul capteur (pp) détecte la présence d’un bidon en début de chaîne.
Le principe de fonctionnement :
- chaque bouteille doit passer par les trois postes
- le début de remplissage commence dès que le capteur pp et av sont activés en même temps.
- les trois postes peuvent fonctionner simultanément du fait que le temps de remplissage, le temps de bouchage et le temps d’enfoncement est le même.
Question : Etablir le Grafcet (niveau 1 et 2) de cet automatisme.